Vibrodiagnostika - nástroj spoľahlivosti rotačných strojov
Článok zverejnený v AT&P journal 5/2005, autor - Ing. František Molnár
AT&P journal 5/2005, strana 28 - 29
Tribotechnika 3/2012, strana 40 - 42
V minulosti sa považovalo za jedinou úlohou pripravenosť prevádzky a schopnosť vyrábať pri optimálne minimálnych nákladoch. V dnešnej dobe už čoraz viac výrobných firiem si uvedomuje, že údržba má vplyv na všetky oblasti obchodných rizík a efektívnosti. Rozhodne ovplyvňuje osobnú a environmentálnu bezpečnosť, efektívne využitie energii, kvalitu výrobkov, a uspokojenie potreby zákazníkov. Znamená to, že údržba hrá centrálnu úlohu v živote celej organizácii. Jeho úlohou je zabezpečiť, aby zariadenia splnili svoje funkcie, boli schopné vyrábať vtedy a toľko, ako to vyžaduje trh, aby zabezpečil spoľahlivosť a bezpečnosť strojových zariadení.
Zabezpečiť spoľahlivosť s klasickými metódami údržby ako prevádzkovanie až do poruchy alebo údržba v pevne stanovených cykloch je príliš problematické. Nedostatky metódy údržby „prevádzkovanie až do poruchy“ je, že porucha nastane úplne nečakane preto nedá sa plánovať a väčšinou nastane vážna porucha. Pri údržbe v pevne stanovených cykloch je ťažko určiť hranicu, kedy treba vykonať údržbu. Čas výmeny súčiastok väčšinou určujú (zainteresovaný) výrobcovia, pričom nezohľadňujú konkrétne podmienky danej prevádzky a možnosť zmeny podmienok. K tomu ešte dodajme, že priemysel často prispôsobí opravy k tomu aké sú spotrebiteľské návyky (spotreba piva v lete je väčšia), ako dozrieva úroda (cukrovarský priemysel) alebo ku konkrétnemu dátumu (celozávodná dovolenka).
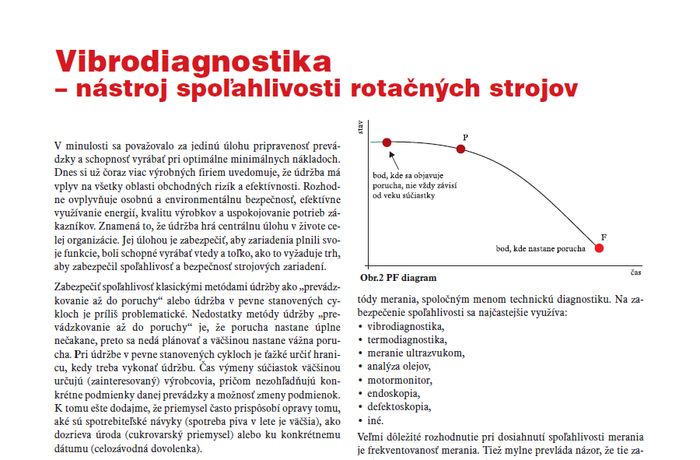
V minulosti sme mysleli, že u väčšiny zariadenia pravdepodobnosť poruchy je tým vyššia, čím je zariadenie staršie. Z toho vyplýva názor, že ak na zariadení vykonávame generálnu opravu, tak určite klesne pravdepodobnosť poruchy. Dnes už tvrdíme, že so zastaraním stroja nerastie úmerne aj frekvencia výpadkov. Výnimkou je ak vyslovene ide o poruchu súvisiacu so starnutím. Je teda mylným názorom, že pravidelnými opravami sa zvyšuje spoľahlivosť zariadenia.
Nato, aby sme skutočne zvýšili spoľahlivosť zariadenia je potrebné:
- zvyšovať čas medzi jednotlivými opravami (schopnosť byť pripravený k prevádzke)
- skrátiť dĺžku opráv
- včasnými opravami znížiť následky poruchy
Tieto požiadavky môžeme dosiahnuť vtedy, ak máme k dispozícii dostatočné informácie o tom, aký je skutočný stav zariadenia, odhalíme jeho skryté menej závažné poruchy, z ktorých neskôr vyvinú ďalšie, ale už vážnejšie poruchy až ku katastrofe. Ak máme tieto informácie, môžeme predĺžiť životnosť a zasahovať až v okamihu, keď je to skutočne potrebné a odstrániť aj prvotné chyby, nie len ich následky.
Informácie o stavu zariadení získavame meraniami. Pre rôzne strojové jednotky používame rôzne metódy merania, spoločným menom technickú diagnostiku.
K zabezpečeniu spoľahlivosti sa najčastejšie využíva:
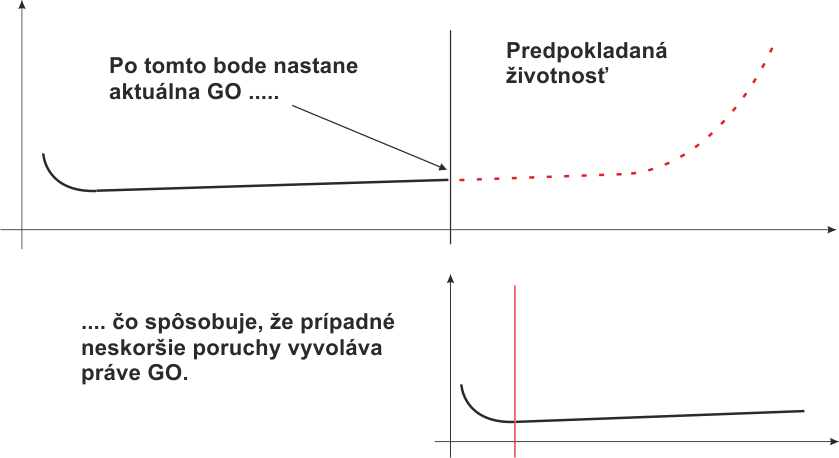
Veľmi dôležité rozhodnutie pri dosiahnutí spoľahlivosti merania je frekventovanosť merania. Tiež mylne prevláda názor, že tie zariadenie ktoré sa riedkavo pokazia, netreba merať, alebo ak áno, tak s väčším časovým odstupom. V rozhodovaní o tom či je potrebné niektoré zariadenie diagnostikovať hrá úlohu jeho dôležitosť v danom technologickom systéme. Frekventovanosť merania zase závisí od rýchlosti vývinu poruchy. Vo všeobecnosti platí tz. PF diagram:
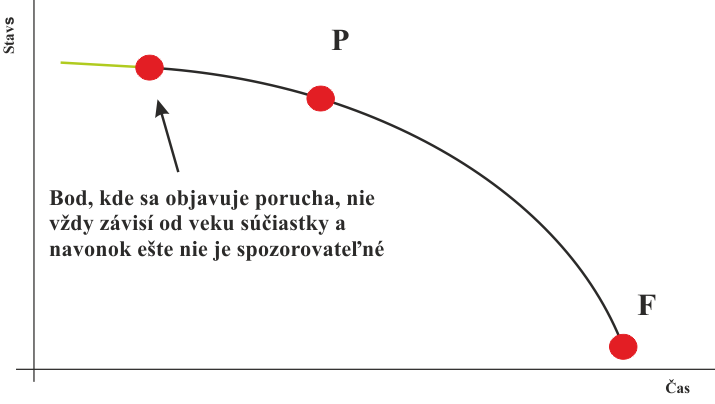
Tento diagram poukazuje nato, kedy sa objavuje chyba a ako sa zhoršuje stav k bode (P), čo nazývame potenciálnou chybou. (P) je bod, kde sme schopný prvý krát vnímať chybu. Ak v tomto bode nezasahujeme, tak sa pokračuje zhoršenie stavu, väčšinou v zrýchlenom tempe, pokial sa nedostane k bodu (F) čo nazývame funkcionálnou poruchou. Čas medzi potenciálnou a funkcionálnou chybou nazývame PF interval. PF interval môžeme vyjadriť v rôznych jednotkách súvisiace s mierou zaťaženia (motohodiny, počet vyrobených produktov, počet výrobných cyklov, atď.), ale najčastejšie používame uplynutý čas. Ak nemáme iný vážnejší argument, vo všeobecnosti čas medzi dvoma meraniami by mal byť polovica PF intervalu. Tento časový interval zabezpečuje, že diagnostická prognóza detektuje potenciálnu chybu ešte pred tým ako nastane funkcionálna chyba, a zabezpečuje potrebný čas na prípravu opráv (nominálny čas na prípravy zásahu je minimálne polovica PF intervalu). Občas však interval pravidelných kontrol musí byť iba zlomok PF intervalu. Ak PF interval je príliš krátky nato aby sme bezpečne vykonali meranie, alebo následný zákrok, tak sledovanie stavu nie je vhodný na tento druh poruchy. V tomto prípade je rozumnejšie inštalovať ON LINE pozorovacie a blokovacie systémy, ktoré po prekročení nastavených hodnôt odstavia zariadenie aby nedošlo k jeho znehodnoteniu.
Zabezpečenie spoľahlivosti pomocou vibrodiagnostiky
U rotačných strojov je hlavnou úlohou vibrodiagnostiky určiť moment, keď ložisko sa nachádza pred koncom svojej životnosti. Valivé ložiská majú konečnú životnosť a zničia sa aj vtedy ak montáž a následná údržba prebehla v poriadku. Teda cieľom diagnostiky nie je to, aby sme zachránili ložisko, ale aby sme zabezpečili spoľahlivý chod zariadenia. Podľa štatistík iba 10% ložísk dosiahne svoju plánovanú životnosť. Tie ložiská, ktoré by mohli pracovať viac rokov, niekedy sú schopné splniť svoju funkciu iba pár mesiacov. Je známe, že životnosť ložísk ovplyvňujú nasledovné faktory:
Základná rovnica únavy valivých ložísk je:
L = 16667 / n * (C / Fe)m
kde:
Ako z rovnici vyplýva zvýšenie otáčok na dvojnásobok znižuje životnosť o 50%, pričom zvýšenie zaťaženia ložísk na dvojnásobok znižuje životnosť o 87% u guličkových ložísk a o 90 % u valčekových ložísk. Znamená to že k dosiahnutiu maximálnej životnosti ložísk a tím aj vyššej spoľahlivosti zariadenia je nevyhnutne potrebný znižovať škodlivé zaťaženie. Kľúčovým faktorom je, že samotné ložiská sa málokedy pokazia. Vo väčšinou prípade pôsobia vonkajšie vplyvy, ktoré napomáhajú predčasnej poruchy ložísk. Medzi tými vonkajšími vplyvmi patria nevyváženosť, nesprávne nastavenie súosovosti, rezonančné problémy, nesprávne mazanie, prostredie alebo nesprávny montáž. Väčšinou tieto škodlivé vplyvy – zaťaženia, spôsobia vysoké chvenie na zariadení. Samotné chvenie má tiež nepriaznivý vplyv na životnosť ložísk, ale tie sily, ktoré tieto chvenie vyvolávajú, majú vyššie škodlivé účinky na životnosť aktuálneho ložiska.
Všeobecné príčiny chvenia
Vo všeobecnosti ak úroveň chvenia je pod 2 mm/s, sily vyvolávané chvením neovplyvňujú škodlivo zariadenie, respektíve životnosť ložísk. To znamená, v iných prípadoch, keď úroveň prevyšuje 2 mm/s (nevyváženosť, nesúososť, voľnosť, rezonančné problémy) je potrebné zasahovať s cieľom dosiahnitia optimálnej životnosti ložiska. Napríklad úroveň chvenia 20 mm/s, ktoré je spôsobené nesprávnym nastavením súososti, alebo nevyváženostou, z hľadiska poruchovosti ložiska je kritické. Ak pomocou vibrodiagnostiky identifikujeme tieto tzv. skryté chyby a následne ich odstránime, tak vytvoríme podmienky na maximálne využitie životnosti ložiska.
V praxi sa stretávame s dvoma skrytými poruchami, ktoré sa veľmi často vyskytujú. Sú to nevyváženosť a nesprávne nastavenie súosovosti. Podľa štatistík až cca. 1/3 ventilátorov ktoré sú v prevádzke sú viac alebo menej nevyvážené. Aj keď vo výrobnom závode boli obežné kolesá vyvážené, po ich namontovaní na určené miesto môžu vyvolávať vyššie chvenie vplyvom nevyváhy. Nezabúdajme nato, že sústava motor – spojka - obežné koleso alebo motor – remenice - obežné koleso má iné dynamické vlastnosti, ako mali jednotlivé súčiastky pri vyvažovaní na vyvažovacej lavici. Preto je dôležité, a to aj na nových zariadeniach vykonať kontrolné meranie chvenia. V prípade zistenia nevyváhy sústavy, najlepšie je vykonať dynamické vyvažovanie na mieste na vlastných ložiskách. Výhoda tejto metódy je, že sa vyvažuje sústava spojka - obežné koleso alebo motor remenica. Po vyvažovaní na mieste už nenasleduje žiadny zásah, teda môžeme byť istý, že ne vnesieme do systému ďalšiu chybu.
Nesprávne nastavenie súosovosti je ďalšia dôležitá chyba, ktorá sa často vyskytuje. Vo väčšinom prípade údržbári nastavujú súosovosť tak aby bola rovnaká medzera medzi spojkami po celom obvode. Táto metóda je postačujúca iba pri nižších otáčkach, a iba v tom prípade ak máme novú, dokonale vyrobenú spojku. Je ale nepožívateľná ak spojka pracuje nad 1500 ot/min, alebo je opotrebovaná, polovica spojky je vymenená polovicou inej spojky. Musíme vychádzať z podstaty, že potrebujeme nastaviť súososť medzi osami a nie medzi spojkami. Napríklad pri otáčkach 3000 ot/min. najväčšia chyba rovnobežnosti by nemal byť väčšia ako 0,08 mm. Takúto presnosť môžeme dosiahnuť iba pomocou presných prístrojov. Niektoré pružné spojky do určitej miery eliminujú chyby nastavenia, ale presným nastavením šetríme nie spojku, ale ložiská, tesnenia, hriadele atď.
Použitím vibrodiagnostiky, pomocou spektrálnej analýzy je možné určiť aj rôzne iné chyby zariadenia. Základný princíp je, že každý rotačný stroj, ktorý je v prevádzke vyvoláva chvenie. Veľkosť tohoto chvenia poukazuje na stav zariadenia. Každá rotačná súčiastka vyvoláva chvenie na určitej frekvencii, teda konkrétna frekvencia poukazuje na súčiastku. Zvyšujúca mohutnosť chvenia znamená zhoršujúci stav stroja. Významná frekvencia a rast amplitúd na tejto frekvencii znamená poruchu súčiastky.
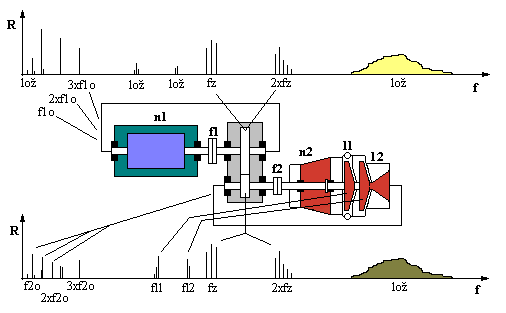
Na obrázku vidíme ako jednotlivé frekvencie sú priradené k daným súčiastkam. Pravidelnými meraniami na zariadení a porovnaním meraných údajov, zaregistrujeme skryté chyby a po ich odstránení zariadenie môže ďalej pracovať. Väčšinou sa jedná o zákroky trvajúce maximálne 1-2 hodín. Pretože nie sú to akútne chyby, máme čas na prípravu a termín zásahu vieme usmerniť podľa potreby výroby (cez víkend, po ukončení výrobného cyklu). So správne zvolenou frekventovanosťou merania (podľa PF diagramu) takto môžeme zabezpečiť, aby stroj pracoval až do konca prirodzenej životnosti ložísk.
Odhalením skrytých porúch zapríčiňujúce haváriu stroja zabezpečíme bezporuchový chod
a spoľahlivú prevádzku Vašich zariadení, šetríme Vaše výdavky na údržbu.